
Heat Sinks
Today Tran-Tec offers an array of heat sinks from simple to complex in order to cool virtually every heat-producing electronic component.
Using Thermodynamics to Keep Everything Cool
Tran-Tec's creates custom-designed heat sinks and semiconductor coolers for the electronics industry.
What is a Heat Sink?
Some electronic components generate heat while in operation. The heat must be removed to avoid component damage. Heat sinks dissipate that heat. Heat sinks are very common in many consumer electronic products today but often hidden inside and go unnoticed. Your automobile, TV set, audio system, personal computer and microwave oven probably contain several heat sinks.
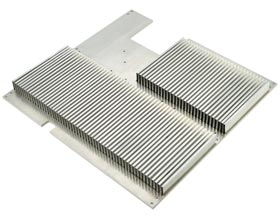
In its simplest form, a heat sink is a piece of metal that conducts heat easily away from the heat-producing component in which it is attached. The metal conducts the heat away from the component so it can be dissipated into the air. Metal fins are often added to heat sinks to increase the area exposed to the air. Sometimes fans are used to move air across heat sinks for more efficient cooling.
Most heat sinks made by Tran-Tec are aluminum. Aluminum conducts heat well, is inexpensive and easy to fabricate. Some components in modern equipment generate tremendous heat. In those cases, heat sinks can become rather complex and sophisticated, sometimes even using circulating liquid to enhance cooling. No matter how sophisticated, the goal of a heat sink remains the same: conduct heat way from the component so it remains reliable and undamaged.
How Heat Sinks are Made
Extrusion heat sink are made by heating a large billet of aluminum and forcing the metal by intense hydraulic pressure through a die with the cross-sectional shape of the finished extrusion cut into it.
The process is known as extrusion and it's much like making ribbon cookies with a cookie press. The extrusion comes out as a long bar of material with a uniform cross-section, which can be quite complex, with fine features and even hollows. This yields material with a near net shape of the finished product often requiring nothing more than being cut to length,having simple machining done to allow the mounting of electronic components to the heat sink and then applying the required surface finish.
Most of the heat sink extrusions used by Tran-Tec are made from 6063-T5 aluminum. This alloy has excellent properties for heat sinks, including good thermal conductivity, good strength and machinability. It is one of the best alloys for extruding complex shapes.
While extrusion is conceptually simple - just forcing the aluminum through a die with an opening the shape of the cross section of the finished part - it's very complex in practice. Extrusion requires deep knowledge of aluminum metallurgy, close control of a multitude of operating parameters and an experienced staff. Heat sink extrusions typically have more complex and challenging geometries than simple structural shapes like rounds, bars and angles. Most heat sinks have tall, think and closely spaced fins. Getting the aluminum to flow and fill such spaces is difficult, especially as the ratio of fin height to fin spacing increases. When that ratio gets above 10:1, extrusion becomes almost impossible. Only a few of the many aluminum extruders in the world have the capability to make parts approaching this limit.
Tran-Tec has working relationships with several of the most capable extruders in the U.S. Some specialize in small, precise parts. Some can do highly complex extrusions. Others can extrude very large parts. For any particular job we use an extruder whose ability matches the need.
Each extrusion shape requires the creation of a steel die with an opening cut to the precise shape and size to accurately produce the finished extrusion. Die openings are usually cut with a wire EDM machine and must take into account shrinkage and other distortions of the aluminum as it cools and dimensional changes that take place when the extrusion is stretched to straighten it. Dies are exposed to enormous forces in use and can break if misdesigned. Extrusion die design is a fine art!
The die and supporting hardware are mounted in an extrusion press, which is essentially a very heavy walled tube with a large hydraulic cylinder that pushes the metal through the die. Round aluminum billets sized to fit the press are heated to around 900 degrees F, enough to soften the metal but not to melt it. The hydraulic cylinder pushes the billet into the press under great pressure, forcing the aluminum to flow through the die. A puller grabs the end of the extrusion and leads it to a runout table while fans blow air across it to cool it and solidify the metal. The extrusion is cut off and moved to a cooling table. Once cool enough to handle, the extrusion goes into a stretcher that pulls it from both ends to remove curves and twists. Finally, it is sawed to the lengths customers require and racked for heat treatment.
The aluminum, as it comes out of the die, is soft and lacks strength. Heating it to the proper temperature and soaking it at that temperature for a certain length of time hardens the aluminum and makes it much stronger. Once heat treatment is complete and the material has cooled it's packed for shipment to the customer.
Extruded Heat Sinks - Economical and Effective

Liquid Cooled Heat Sinks - Using Fluid to Enhance Performance

Bonded Fin Heat Sinks - Bigger Fins for Bigger Cooling

Folded Fin Heat Sinks - Sometimes Thinner is Better
Spreader Bars - Dissipating Concentrated Heat
